基于西門子 PLC 的氣力除灰控制系統改進優化設計
1 引言
上世紀五、六十年代,我國火電廠輸灰系統都比較簡單,幾乎均為低濃度的水力輸灰,即所謂的“3泵2管1溝” 的單一模式。為了節水,加強環境保護,減少灰場用地和投資,以及灰渣綜合利用等方面的要求,漸漸向多類型探索發展,先后發展了高濃度水力輸灰、機械輸灰和氣力輸灰技術。氣力輸送技術應用于燃煤電廠約始于上世紀20年代,主要用于除塵器區域的干灰輸送。但直到50年代中后期,國內少數燃煤電廠才開始接觸使用氣力輸送系統,主要是負壓形式;60年代以后,倉式氣力輸送技術開始得到應用;直到進入80年代,國內眾多電廠開始陸續引進國外各種類型的輸送設備及相關技術,氣力輸送技術在火電廠行業開始得到蓬勃發展。
工業凈化www.futabashoukai.com
燃煤電廠在我國電力工業的發展中起著很大的作用, 其發電量占我國總發電量的80%以上。但是它在為我們提供充足電力的同時,也污染破壞環境,發電廠在發電過程中,將產生大量的工業廢棄物(飛灰或粉煤灰)。為了保證鍋爐系統的安全運行,同時為了保護環境,必須及時將這些粉煤灰清除運走,并將廢物綜合利用。目前廣泛采用氣力除灰系統,并且對燃煤電廠提出了提高除塵效率和粉煤灰綜合利用的要求。而在實際運行中,輸灰系統運行的穩定可靠性欠佳,運行故障發生的原因及部位也多種多樣,造成除塵效率下降、氣力輸灰系統停運,使煙塵排放超標,灰水污染環境,影響電廠的正常生產。
空氣凈化www.futabashoukai.com
氣力除灰系統用于將燃煤電廠在發電過程中產生的大量工業廢棄物(飛灰或粉煤灰)清除運走。氣力輸送是以壓縮空氣為載體,與粉粒狀物料在一定混合比的情況下,在密閉管道內通過氣力由一處送往另一處的輸送方式。氣力除灰輸送技術應滿足整個機組的快速性、高精度和高自動化的要求,目前大多數輸送系統控制回路仍采用傳統PID控制器。但傳統的PID 控制器難于協調快速性和穩定性之間的矛盾,在相當多的情況下,不能取得令人滿意的效果,近年來氣力輸送技術的設計吸收新的控制思想并利用計算機的優勢,形成了模糊PID、自適應PID、智能PID、變速積分PID等多種控制器,取得了較為滿意的效果。 環保網站www.futabashoukai.com
在電廠輔助系統中主要包括化學補給水處理系統、輸煤系統、除渣系統和除灰系統等,這些系統的工藝流程多以順序控制和開關控制為主,采用可編程控制器PLC構成獨立的控制子系統單獨工作。同時,PLC控制系統通過相應的通信模塊掛在分散控制系統DCS通信總線上,實現數據通信,以便DCS系統掌握各輔助工藝系統情況,協調全廠工作。文中設計了一種基于PLC的變速積分增量式PID控制器,通過偏差大小不斷改變積分項的累加速度,實現了對電機實時調速的控制。 科曼環保www.futabashoukai.com
2 氣力輸送技術的工藝流程 科曼環保www.futabashoukai.com
氣力輸送是以壓縮空氣(或其它氣體)為載體,與粉粒狀物料在一定混合比的情況下,在密閉管道內通過氣力由一處送往另一處的輸送方式。氣力除灰系統的主要任務是以倉泵為發送器,以壓縮空氣作動力,沿除灰管道將電除塵器搜集的飛灰干法送至灰庫,然后把灰庫里的干灰用車裝運,或者攪拌成濕灰用汽車外運。
工業凈化www.futabashoukai.com
除灰系統為單元制布置,每單鍋爐1個單元系統,每個單元系統主要分為6部分:電除塵器、灰斗、倉泵、灰斗氣化管路、倉泵進氣管路、輸灰管路。倉泵是除灰系統的主要設備,由進料圓頂閥、出料圓頂閥、泵本體、進氣裝置、排氣平衡閥、壓力開關、料位計等組成。 工業凈化www.futabashoukai.com
①進料階段。排氣平衡閥打開,進料圓頂閥打開,物料下落填充泵體,進氣閥和出料閥保持關閉狀態。
環保網站www.futabashoukai.com
②增壓階段。當倉泵內料位高度達到或到達設定填充時間時,進料圓頂閥和排氣平衡閥關閉,進料圓頂閥密封圈充氣密封,進氣閥組打開,壓縮空氣進入泵內,壓力升高至設定值上限。
③輸送階段。出料圓頂密封圈泄壓,打開出料圓頂閥, 輸送物料,壓縮空氣將灰從倉泵輸送至灰庫。
④清掃階段。在進氣管線上設定壓力開關,當壓力下降到設定的下限值,表面輸灰結束,吹掃幾秒后,關閉壓縮空氣入口閥,系統復位等待下一次循環。
同一列倉泵,要錯開循環,當一半倉泵在進料時,另一半正在出料。倉泵的交替工作循環保證進入輸送管的飛灰流量均衡。
3 控制模型建立
為了保證穩定最佳的輸送速度,并使電機在管道中的灰量突然增大時能夠及時快速的調整其轉速,因此需要PLC 控制臺對電機進行控制,實現灰料在管道中被順利輸送。需要選取一種適合于該系統的控制算法,使整個輸送過程順利進行。
由于速度調節是在一定的速度基礎上進行的,控制器只需要輸出電壓的變化量,因此采用增量式PID 控制算法。控制器的輸入量為傳感器檢測到的速度與設定速度的偏差信號,輸出量為控制電機轉速的驅動電壓的增量。
考慮到偏差較大時,要求快速跟蹤;偏差較小時,要求精度高。但這兩個要求存在一定得矛盾,如果按快速跟蹤來設計控制器,在偏差小時會產生振蕩或超調;如果按精度高來設計控制器,在偏差大時無法快速跟蹤。為了使系統在偏差大和小時都能滿足要求,采用了變速積分增量式PID 算法,通過不斷改變積分項的累加速度,使其與偏差大小相對應,偏差越大,積分越慢;反之則越快。
設置一個系數f[e(k)],它是e(k)的系數,當|e(k)|增大時,f [e(k)]減小,反之增大。積分系數f [e(k)]的值在[0,1]區間內變化,當偏差|e(k )|大于給定的分離區間A +B 后,積分系數f |e(k)|=0不再對當前值e(k)進行繼續累加;當偏差|e(k)| 小于B 時,加入當前值e(k),即積分項變為u I (k)=k I分項相同,積分動作達到最大速度;而當偏差|e(k)|在B與A +B 之間時,則累加計入的積分量是部分當前值,其值在0~|e(k)|之間并且隨|e(k)|的大小而改變,
在選擇PID 參數的過程中,通常可先根據輸出曲線的形狀來確定參數KP 、KI 、KD 的大體范圍,然后根據系統的輸出,得到參數的具體值,如圖1所示 。

圖 1 速度閉環 PID 控制框圖
4 除灰系統的PLC控制改造設計
#1、#2爐除灰系統及其公用設備共用一套PLC,PLC系統是西門子電子產品系統,每個主機架內只有一塊網絡模塊,CPU采用西門子400熱備,開關量輸入模塊為32點24V 直流輸入,開關量輸出模塊為32點輸出;模擬量輸入模塊為8通道輸入,供電電源為線性直流24V電源;模擬量輸出模塊為4通道輸出,供電電源為線性直流24V電源。
根據系統功能的需要,并對系統可靠性進行考慮,PLC 系統內主機架與遠程機架通訊采用一路同軸電纜,三臺上位機也只配有一塊網卡進行通訊。西門子400PLC提供了多種功能,使編成控制更加靈活方便;具有擴展模塊,易于系統擴展;內部集成的Profinet接口為用戶提供了強大的通信功能,實現上位機PC和PLC的通信,上位機可以實現編程,還可以監視程序的運行。
4.1 模塊化軟件設計
本系統設計方法注重軟件設計的模塊結構和層次化特點,在設計程序前,要在總體上對軟件的組成與模塊結構進行分析和設計,程序在設計時進行自頂而下的逐步細化,這對于控制結構和功能比較復雜的系統更容易實現控制。控制系統結構如圖2所示。
系統具有手動控制和自動控制功能,上位機可以實現對輸灰系統的監控。
5 仿真分析
根據電機模型的傳遞函數,通過計算機繪制系統在不同PID 控制方式下的階躍響應曲線,從圖3階躍響應仿真結果可知,采用變速積分增量式PID 控制可以避免普通增量式PID 控制所產生的過大超調并提高了電機調速的快速性,其達到勻速的時間為0.3s,而普通增量式PID 控制算法達到勻速的時間為0.5s,因此采用變速積分增量式算法,系統具有動態響應快、控制穩態性能好,并能很快趨于穩定的特點,適用于電機調速系統的高速控制。
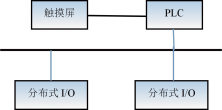
圖 2 PLC 控制系統結構圖
4.2 用戶軟件功能設計
(1)程控部分主要功能
①定時程控除灰: plc根據料位計傳輸過來的灰粉位置信號(高、正常、低)和倉泵上方的電接點壓力表指示壓力值信號,采取相應的處理措施;
②高灰位優先排灰:料位計指示灰粉位置高時,plc根據中斷請求優先控制進行排灰;
③程序控制自動輸灰:系統處于程控執行狀態時,由plc 對干除灰系統進行自動輸灰;
④遠端操作:當系統處于遠操狀態,操作人員可以在控制室進行遠端手操控制。
(2)上位監控部分主要功能
①工藝流程圖、趨勢圖顯示:上位機可以顯示系統工藝
6 結束語
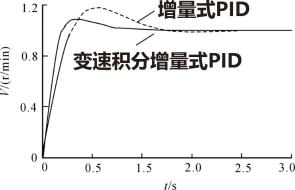
圖 3 系統的速度響應曲線對比
流程圖及對倉泵壓力變化進行1小時、8小時、12小時、24小時等不同時段曲線跟蹤顯示等;
②參數顯示、報警畫面顯示:當倉泵上方電接點壓力表指示偏高時,系統自動發出警告聲音,顯示紅色警告信號; 當料位計監視灰斗內料位高/低時,系統發出警示信號等;
③統計管理功能及各類報表顯示和打印:系統可以對歷史記錄情況(當班人員操作記錄、除灰次數、除灰時間、壓力曲線圖等)進行匯總、打印報表等;
④ 生產過程事件及報警記錄:系統可以對生產過程中異常事件進行跟蹤及報警記錄;
⑤程控系統與主廠計算機聯網:系統可以與主廠mis系統進行聯網,便于工作記錄信息登記、數據傳輸、上報等。
本文選用西門子400系列PLC對輸灰進行控制,在干除灰系統中采用電接點壓力表對倉泵進料/出料過程進行控制,通過設定電接點壓力i值、ii值,可以自動地控制干除灰運行, 有效地避免原系統因進料/出料過程控制劃分不明顯而引起管道堵塞等問題的出現。通過設計變速積分增量式PID 控制器對電機進行控制,使電機在管道內灰量增多的情況下能夠及時快速的調節其轉速,保證物料在管道內被順利輸送PLC控制系統優化后以來,PLC與上位機通訊再未出現過異常中斷情況,系統更加安全、可靠、穩定的運行。
以上是小編收集整理的基于西門子 PLC 的氣力除灰控制系統改進優化設計部分內容來自網絡,如有侵權請聯系刪除:153045535@qq.com;
本文地址:http://www.futabashoukai.com/gykqjh/2824.html







